Eyes_Only wrote:With this machine you cut to code by the micrometer and not a direct way like the HPC right?
Hi,
As a mechanically inclined, recreational key machine user, I have no experience with the HPC 1200, however I just read the manual and the theory of operation is exactly the same between the HPC1200 and the Framon #2. They're both very antiquated analog design.
The only difference is the read-out user interface. HPC uses mechanical linkage to amplify the movement in carriage to move the clock like read out needles. You change the backplate that corresponds to correct cut depths and position for each key system, however using a card that's graduated in root depth distance relative to starting point, it can be used just like a Framon too.
On framon, spacing is direct like an HPC 1200, but depth is manual. You insert the blank, refer to the manual for starting point, then you select the correct incremental space gauge. For Schlage, you turn the dial 4 times(200 mils) then manually dial in to 31 (200+31 = 231mils).
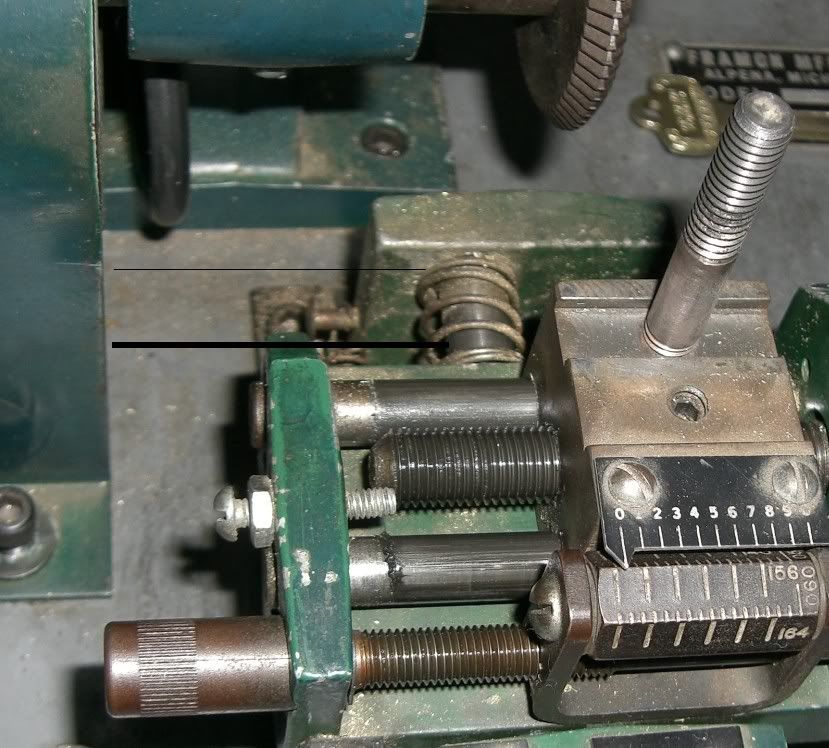
You then align the first line on the .156" spacing gauge.
Make the first cut depth by manually dialing in the depth, then use a lever to plunge the carriage forward until you hit a stop. On an HPC1200, you use the crank to directly progress the cutter until the needles reads the correct depth. On HPC1200, there is no stop, so if you overturn the crank, you'll overcut it, but on the Framon, if you set the depth too deep before plunging, you'll over cut it too, so neither is idiot proof.
After the first cut, you just turn the dial until the needle is aligned to the second line on the spacing indicator, but the resolution isn't too good, so if you want absolute precision, you'll need to use the indicator on the dial.
Framon has a demo video here
http://www.framon.com/fra2.html
You'll see testimonials on their page that Framon can do more out of the package while an HPC1200 can't without getting a different cutting wheel. This isn't true. The cut profile is determined by the cutting wheel profile and the HPC1200 and Framon wheels are directly compatible with each other. There's no difference between the HPC1200 and the Framon 2 in functionality other than the read-out interface.